Art,
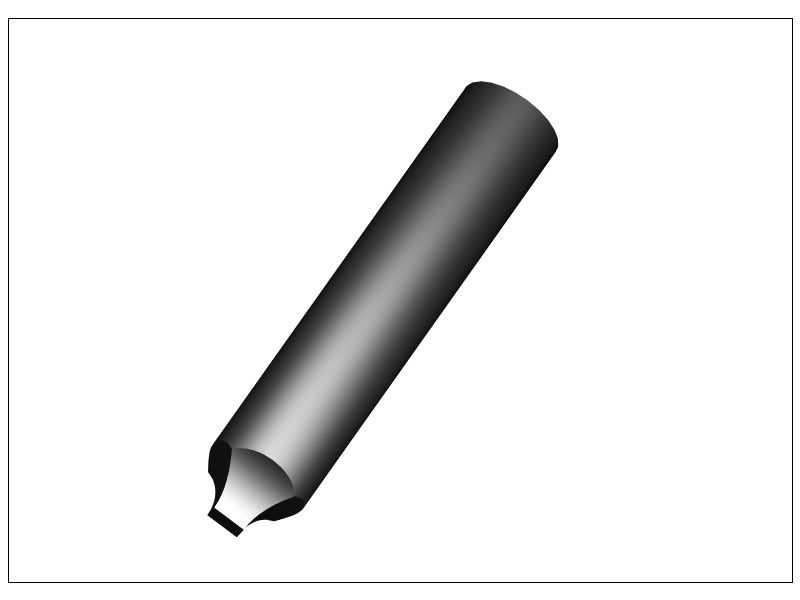
I think the single lip would basically be a Vee shaped engraving bit with the involute profile where the the straight cutting edge is on an engraving bit. One point about a single lip engraving bit is that it has effectively zero cutter thickness as there is no need for a second cutting edge on the back side, the face of the cutter runs through the rotational axis, which is not possible on a 2 lip cutter.
The second advantage is the conical shape imparts maximum possible strength/stiffness. The cutter is going to need reasonable stength because it has to cut over a relatively long cutting edge.
To get a small cutter to cut on two edges is going to require concentricity much better than 0.01mm. This level of concentricity is normally achieved on a precision grinder. Most people are not going to manage that kind of precision on their CNC mill, so even though it may look like a two lip cutter in practice it will only cut on one lip.
For your "spade" shaped 2 lip cutter the cutter thickness must be less than the gear tooth root width which for small module gears is going to give a cutter thickness significantly less than 1.0mm. This is not going to be very strong for what is effectively a form cutting tool. Also a simple "spade" shaped 2 lip cutter must, by concequence of it's design, be a negative rake cutter.
One possible process for a single lip conical cutter might be to use your program to cut an involute profile lathe form tool. Use it to turn an offset involute (conical) profile on the end of suitable bar stock, the offset in order to provide the necessary relief angle. Then face the conical section in the mill (orientated correctly to ensure the correct relief) to produce a conical, single lip "D" bit arrangement. Then harden and temper.
John Stevenson showed a hand formed two lip spade shaped cutter on the HSM site, maybe he can say something about it's form and function.
Johns Spade bit:

Phil :)